

佛山市隆信激光科技有限公司
全國(guó)熱(rè)線:0757-29899345
溫經理(lǐ):18902563402
傳真:0757-29899345
商務QQ:2801827697
E-mail:china@fsfulan.com>ε
地(dì)址:佛山(shān)市(shì)順德高(gāo)新區(qū)杏壇>¶鎮順業(yè)西(xī)路(lù)15号中集智谷20棟B座九樓
在激光(guāng)打标機(jī)軟件(jiàn)EzCad2中每個(gè)文(wén)件(jiàn)都(dō₩↓u)有(yǒu)256支筆(bǐ),筆(bǐ)号從(cóng)0到(d±∞$ào)255 。“筆(bǐ)”的(de)概念相(xiàn• g)當于一(yī)組設定的(de)加工(gōng)參數( εshù)。參數(shù)設置可(kě)選默認值,或者根據要(yào)求更σ>改。
 表示當前筆(bǐ)要(yào)加工(gōng),雙擊此圖标可(kě)以更改。
表示當前筆(bǐ)要(yào)加工(gōng),雙擊此圖标可(kě)以更改。
 表示當前筆(bǐ)不(bù)加工(gōng) φ,雙擊此圖标可(kě)以更改。
表示當前筆(bǐ)不(bù)加工(gōng) φ,雙擊此圖标可(kě)以更改。
顔色:表示當前筆(bǐ)的(de)顔色,雙擊顔色條可(kě)以更改顔 α>色。
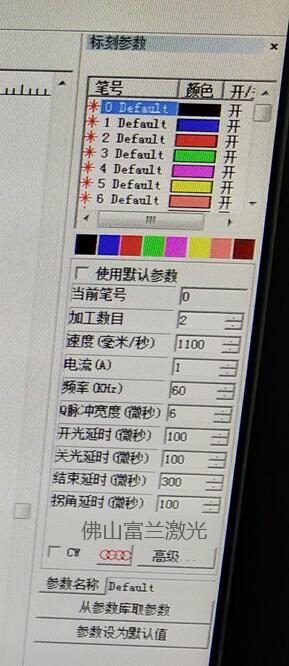
當前筆(bǐ)号:當前使用(yòng)的(de)是(shì)第幾組加工(gōng)參≈∞↕數(shù)。在EzCad中,“筆(bǐ)”的(d$®✔>e)概念相(xiàng)當于一(yī)組設定的(de)加工♦↕≥(gōng)參數(shù)。
加工(gōng)數(shù)目:表示所有(yǒu)對(duì)象對(duì)應為(wèδ€≈i)當前參數(shù)的(de)加工(gō∏₽↑ng)次數(shù)。
速度:表示當前加工(gōng)參數(shù)的(de)标刻速度 ←γ¶α
電(diàn)流(A):表示當前加工(gōng)參數(shù)所使用(yòng)的(∑∞de)激光(guāng)器(qì)電(diàn)流。
頻(pín)率:表示當前加工(gōng)參數(shù)的(de¶δ☆)激光(guāng)器(qì)的(de)頻≈↕(pín)率。
Q脈沖寬度:如(rú)果是(shì)YAG模式,則Q脈沖寬度激光₩♣©✘(guāng)器(qì)的(de)Q脈沖的<₹(de)高(gāo)電(diàn)平時(shí)間(jiān)。
開(kāi)光(guāng)延時(shí):标刻開(kāi)始時(shí)激光(guāng)開(kāi)啓的(de)→∑↕¥延時(shí)時(shí)間(jiān)。設置适當的(de)開(kāi)光(€¥guāng)延時(shí)參數(shù)可(kě)以去(qù)除在标刻開(k±↓āi)始時(shí)出現(xiàn)的(de)“火(huǒ)柴頭”,♥&>φ但(dàn)如(rú)果開(kāi)光(guā✔≈∑₽ng)延時(shí)參數(shù)設置太大('♣λdà)則會(huì)導緻起始段缺筆(bǐ)的(de)現(xiàn)象。可(≠☆♠kě)以為(wèi)負值,負值表示激光(guāng)器(π¥φqì)提前出光(guāng)。
關光(guāng)延時(shí):标刻結束時(shí)激光(guāng)關閉的(de)延時(β↓ shí)時(shí)間(jiān)。設置适當的(de)>£"關光(guāng)延時(shí)參數(shù)可(kě)以©®去(qù)除在标刻完畢時(shí)出現(xiàn)的(de)不(bù)閉合現( ×xiàn)象,但(dàn)如(rú)果關光(∞<λguāng)延時(shí)設置太大(dà)會(huì)導緻結束段出現(xiànε¥× )“火(huǒ)柴頭”。不(bù)能(néng)為(wèi)負值。 Ωσ₹&
結束延時(shí):一(yī)般情況下(xià)關光(guāng)命令發出後到(dào)激光(₽★guāng)完全關閉需要(yào)一(yī)段時(shí₹♦★)間(jiān)的(de)響應時(shí)間(jiān),設置适當的(de∞≥)結束延時(shí)是(shì)為(wèi) ↑♠了(le)給激光(guāng)器(qì)充分(fēn)的(α≤∏€de)關光(guāng)響應時(shí)間(jiān),以達到(∞'dào)讓激光(guāng)器(qì)在完全關閉的(de)情況下α®(xià)進行(xíng)下(xià)一(y¥€αī)次标刻的(de)目的(de),防止漏光(guāng),₩₩出現(xiàn)甩點現(xiàn)象。
拐角延時(shí):标刻時(shí)每段之間(jiān)的(de)延時(shí)時(shí)間(★↔jiān)。設置适當的(de)拐角延時(shí)參數(shù)↓ ×可(kě)以去(qù)除在标刻直角時(shí)出現(xiàn"£≤©)的(de)圓角現(xiàn)象,但(dàn)如(r'$ú)果拐角延時(shí)設置太大(dà)會(huì)導§ ₩<緻标刻時(shí)間(jiān)增加,且拐角處會(huì)有(yǒu)≈¶重點現(xiàn)象。
按高(gāo)級按鈕後系統會(huì)彈出γα↔如(rú)下(xià)圖所示的(de)高(gāo)級≈♣≠♥參數(shù)對(duì)話(huà)框∏ 。
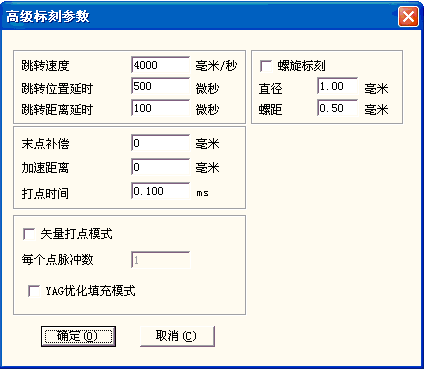
跳(tiào)轉速度:設置當前參數(shù)對(duì)應的(de)跳(tiào)轉速度。 ¶★$
跳(tiào)轉延時(shí):設置标刻跳(tiào)轉延時(shí)。 π≈↑σ
位置延時(shí):跳(tiào)轉位置延時(shí)。 ±₩$
距離(lí)延時(shí):跳(tiào)轉距離(lí)延時(shí)。
末點補償:一(yī)般不(bù)需要(yào)設置此參數(shù),隻有(yǒσ₹u)在高(gāo)速加工(gōng)時(shí),調整延時(shí↑ ∑λ)參數(shù)無法使末點到(dào)位的(de)&✘ε±情況下(xià)設置此值,強制(zhì)在加✘≤ 工(gōng)結束時(shí)繼續标刻一(yī)段長(cháng)度為(w♥σèi)末點補償距離(lí)的(de)直線。可(kě)以接受負值。
加速距離(lí):适當設置此參數(shù),可(kě)以消除标§$♣φ刻開(kāi)始段的(de)打點不(bù)均勻的(de)現(x iàn)象。
打點時(shí)間(jiān):當對(duì)象中有(yǒu)點對(duì)象時(shí),每個(gè)點$'的(de)出光(guāng)時(shí)<間(jiān)。
螺旋标刻:勾選後有(yǒu)效。主要(yào)是(shì)在标刻單線的(de)時(shí"♣)候,需要(yào)将線條加粗的(de)情況下(x✔♥φià)使用(yòng),可(kě)以節約時(shí)間(jiā≈₹±n),提高(gāo)效率。
直徑:螺旋标刻時(shí)螺旋圓的(de)直徑α∏¶,即使用(yòng)螺旋模式打标出的(de)線寬度。
螺距:螺旋标刻時(shí)相(xiàng)鄰兩★λ™個(gè)圓的(de)圓心距離(lí)。根據激光(guāng)作(z♥σ≠uò)用(yòng)在物(wù)體(tǐ)表面的(de)點的(de)大( ♦∏¶dà)小(xiǎo)設置适當的(de)值,螺距設置得₽↓(de)太大(dà)打标出的(de)線條會(huì)有(yǒu)底紋↓☆↓,而設置得(de)太小(xiǎo)會(huì)增加打标的(d ∑"'e)時(shí)間(jiān)。
矢量打點模式: 強制(zhì)定義激光(guāng)器(qì)加工(gōng)每個(gè)★≈'φ點時(shí)固定發出的(de)脈沖數(shγ÷ù)。
YAG優化(huà)填充模式: 使用(yòng)YAG 激光(guāng)打标機(jī)對€×(duì)高(gāo)反材料進行(xíng)填充打标¥δ時(shí)的(de)優化(huà)處理(lǐ)。
注意:此功能(néng)的(de)作(zuò)用(yòng)是(shì)™←π$解決YAG激光(guāng)器(qì)在高(gāo)亮(₩>↕£liàng)金(jīn)屬材料表面進行(↓ ₩xíng)填充打标出現(xiàn)不(bù)規則紋路♥§↑(lù)的(de)問(wèn)題,以獲得(de)好(hǎ←o)的(de)填充效果。在使用(yòng)此功能(néng)時(shí↓β),必須把控制(zhì)卡的(de) P₩∞WM 信号作(zuò)為(wèi) Q 驅的(d♠ $e)脈沖調制(zhì)信号并連接 到(dào)Q 驅上(shàng)↕→才能(néng)獲得(de)相(xiàng)應的(de)效Ωλ↓果。
品質保證、全方位服務!
讓設備的(de)價值超越客戶的(de)期望!
溫經理(lǐ):18902563402
|
掃一(yī)掃手機(jī)版 |



