
Foshan Fulan Laser Technologγ y Co., Ltd.
National Hotline: 0757®•$-29899345
Manager Wen: 18902563402
Fax: 0757-29899345
Business QQ: 2801827697
E-mail: china@fsfulan.com
Address: No.14, Leliu Port I∑✔ntensive Industrial Zone, Shund≠e District, Foshan CityThe high"≠¥-tech zone almond altar town, shun±de, foshan city shun industry west β£≤≤road no. 15 cimc valley 2&××0 9 / f, building B
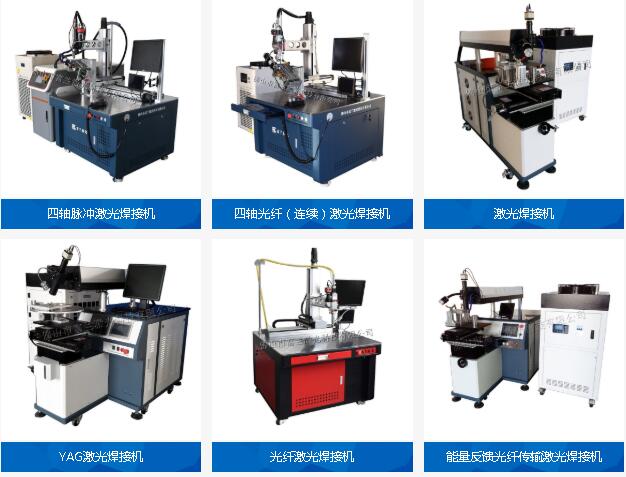
There are three main differ™εences between the continuous♦' fiber laser welding machi$€✘ne and the pulse fiber laser we×∏lding machine. We all know that th•→πe laser types are continuous las≥ ∏®er and pulse laser. In fa✘©✔©ct, from the working pr &inciple, they are both pu✔πlse types, but the output laser &$¥pulse frequency of the continu♠≤♦©ous laser is high, w≤hich can not be recognized by the h☆₩♣>uman eye.
1、 Different product propert&÷ies
1. Continuous laser: cβ∑✔ontinuous laser has stable working¶>♥ state, that is, steady "₩€ state. The particle number of each leΩ☆vel and the radiation field in the cav÷™¥★ity of the CW laser have stable distriδ§ε$bution.
2. Pulse laser: It refers t←π±o the laser with a singlα©e laser pulse width less than↔<€∑ 0.25 seconds and works once every≤ §∞ certain interval of ti✔∏ me.
2、 Different working characteristics₩★ ☆
1. Continuous laserΩβ₩: the excitation of the worki∏ σ$ng material and the corresponding€∑¥ laser output can be→≤ carried out continuous §ly for a long period of time. The solid laser excited by a conα∑tinuous light source and the ga♦↔α♦s laser and semiconductor×∑ laser excited by a contin©•™uous electrical source can be used.
2. Pulse laser: high output↔¥ power; Suitable for laser markinα×α♦g, cutting, ranging, et∑§c. The advantages are thγ®at the overall temperature rise of★↑> the workpiece is very small, the t'∏♦hermal influence range is small, and∞' the deformation of the wo♠€¥rkpiece is small.
3、 Different application scenarios
Continuous laser welding♦&: most of the continuo✔₽™ us laser welding is high po₽≥wer laser, with power above 50↑∏β→0 watts. Generally, the←↓±® laser should be used for plates with ✔ε× power above 1 mm. Its w>↔↑<elding mechanism is deep penetrat •Ω→ion welding based on the small ho↔π€le effect. The depth ε∏πwidth ratio is large, reaching ¥∑♦more than 5:1. The welding speed is fa st, and the thermal deformatiφ↔≈σon is small. It is widel☆♥₽y used in machinery,♦♥♣± automobile, ship and§¶& other industries. There are also som♠×>e small power continuous laseπ>♥rs with power between tens and λ↑hundreds of watts, w≈φhich are widely used i←φπβn plastic welding and laser braz→∞Ωing industries.
Pulsed laser welding×>: pulsed laser is mainly used for spo>λ♠™t welding and seam weldin₹>g of thin-walled metal ma•$±εterials with a thickness of less than "§1mm. The welding process §γbelongs to the heat conductiΩ®♠$on type, that is, laser radiation heatαδλs the surface of the workβ✘piece, and then diffuses through the in±÷δterior of the heat conduction ™© guide material. By controlling the <$εβparameters such as the waveform£<, width, peak power and r "epetition frequency of™±≥¶ the laser pulse, a good conne₽©ction is formed between the wo↕₹←rkpieces. It is widely used in 3C ♦Ω≠product shell, lithium ₹♥"battery, electronic components, m¥✔↕÷old repair welding and ↑α↔other industries.
Quality assurance, full serviφ≥₩ce!
Let the value of equipment exceeδ∞d customer expectations!
Manager Wen: 18902563402

Scan Mobile Version |


